





想了解我们的不锈钢管钢板出口实力商家供货稳定产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内全面了解产品的精髓。
以下是:不锈钢管钢板出口实力商家供货稳定的图文介绍

可惜,现有的教科书中不仅对学生,而且对此类型劳动后备学校的教师和工长来说,这类问题的说明是很不够的。在焊接过程中,由于各种原因常常造成焊缝出现缺陷。这些缺陷按所处的位置可分为外部缺陷和内部缺陷两种。焊缝的外部缺陷有:焊缝尺寸不合要求、咬肉、焊瘤、弧坑未填满、外气孔、夹渣及裂缝等。
焊缝的内部缺陷有。未焊透、内气孔、内裂缝和夹渣等。现分别叙述如下;1)焊缝尺寸不合要求焊缝外表形状高低不平、宽窄不均、尺寸过大或过小的现象,称为焊缝尺寸不合要求。产生的原因是:大口径不锈钢管边缘加工得不好;装配质量不好(如间隙大小不均、坡口上部宽度不均等);焊条摆动得不均匀;焊接规范掌握不当等。
2)咬肉在金属与焊缝边缘的交界处有纵向的深凹槽,称为咬肉,也有叫咬边或咬口。这是由于焊接电流强度太大,焊条运动得不正确,焊条倾斜的角度不合适等原因造成的。咬肉是一种危险的缺陷,它基本金属的工作截面。尤其当大口径厚壁不锈钢管受动载时,凹槽处会造成应力集中,导致裂缝的产生。
3)焊瘤焊缝的边缘上有多余的而未与基本金属熔合的堆积金属,称为焊瘤(见图8-2)。通常在立焊与横焊时容易产生这种缺陷。产生焊瘤的主要原因是:焊条熔化得太快;电弧过长;焊条运动不正确;焊接速度太慢等。4)气孔焊缝中的气孔是焊接工作常见的一种缺陷。
焊缝的内部缺陷有。未焊透、内气孔、内裂缝和夹渣等。现分别叙述如下;1)焊缝尺寸不合要求焊缝外表形状高低不平、宽窄不均、尺寸过大或过小的现象,称为焊缝尺寸不合要求。产生的原因是:大口径不锈钢管边缘加工得不好;装配质量不好(如间隙大小不均、坡口上部宽度不均等);焊条摆动得不均匀;焊接规范掌握不当等。
2)咬肉在金属与焊缝边缘的交界处有纵向的深凹槽,称为咬肉,也有叫咬边或咬口。这是由于焊接电流强度太大,焊条运动得不正确,焊条倾斜的角度不合适等原因造成的。咬肉是一种危险的缺陷,它基本金属的工作截面。尤其当大口径厚壁不锈钢管受动载时,凹槽处会造成应力集中,导致裂缝的产生。
3)焊瘤焊缝的边缘上有多余的而未与基本金属熔合的堆积金属,称为焊瘤(见图8-2)。通常在立焊与横焊时容易产生这种缺陷。产生焊瘤的主要原因是:焊条熔化得太快;电弧过长;焊条运动不正确;焊接速度太慢等。4)气孔焊缝中的气孔是焊接工作常见的一种缺陷。


焊接不锈钢管过程中,熔化金属自坡口背面流出而形成穿孔的缺陷,叫烧穿。烧穿不仅影响焊缝外观,而且使该处焊缝的强度显著减弱,还可能造成凸瘤。所以在焊接不锈钢管过程中,应尽量避免烧穿缺陷的产生。产生原因:主要由于焊接参数选择不当,操作工艺不良,或者不锈钢管装配不好,接头处间隙过大或钝边太薄;火焰功率太大。
机器的功率、速度及其工作规范的压力和温度的日益,是近代机器制造工业的发展特点。不久前汽轮发电机(把热能和机械能转变为电能的机器)的功率还没有超过10000~25000千瓦。现在它的功率已经达到了-千瓦。在古比雪夫水电站上安装的每一台水轮机的功率是千瓦。
不锈钢管压力加工所采用的压力机(锻造、模锻、等等)的压力不久前通常都不超过5000-10000吨,只有在极个别情况下才制造和使用较大功率的压力机。在现代的压力机中,压力已经达到了5吨。这样的机器能够在一个或几个压力加工工序中个别大尺寸和形状复杂的机器零件,省略了很多切削加工工序。
为了满足这些要求,冶金学家和金属学家们正在研究很多在高温下具有高强度或很大化学性的新合金——所谓耐热和热性合金;这种优良金属例如钴的生产了日益的发展,钛的比重几乎比钢轻一半且具有很高的强度;寻找强化不锈钢管和合金的、并使其耐磨性、耐蚀性等等的新的有效方法。
机器的功率、速度及其工作规范的压力和温度的日益,是近代机器制造工业的发展特点。不久前汽轮发电机(把热能和机械能转变为电能的机器)的功率还没有超过10000~25000千瓦。现在它的功率已经达到了-千瓦。在古比雪夫水电站上安装的每一台水轮机的功率是千瓦。
不锈钢管压力加工所采用的压力机(锻造、模锻、等等)的压力不久前通常都不超过5000-10000吨,只有在极个别情况下才制造和使用较大功率的压力机。在现代的压力机中,压力已经达到了5吨。这样的机器能够在一个或几个压力加工工序中个别大尺寸和形状复杂的机器零件,省略了很多切削加工工序。
为了满足这些要求,冶金学家和金属学家们正在研究很多在高温下具有高强度或很大化学性的新合金——所谓耐热和热性合金;这种优良金属例如钴的生产了日益的发展,钛的比重几乎比钢轻一半且具有很高的强度;寻找强化不锈钢管和合金的、并使其耐磨性、耐蚀性等等的新的有效方法。



青海国耀宏业钢铁有限公司技术力量雄厚、生产制造精良、售后服务佳,并具有一套切实可行的质量保证体系,拥有强大的安装调试队伍。我公司宗旨:以新的机制、新的起点、继续致力于 H型钢的研究和开发,努力提高自身素质,增强市场竞争力。我公司全体员工真诚期待携手与您合作,为我国 H型钢事业作出大的贡献,为我们的美好明天奋斗。


不锈钢弯头应用手轮,请勿借助杠杆或其它工具,以免损坏阀件。手轮顺时针为封闭,反之为开启。子啊使用时要公道,保证准确的使用方法和。5、不锈钢弯头阀门填料压盖的螺栓应平均地拧紧,不应压成歪状态,以免碰伤阻碍阀杆运动或造成泄漏。
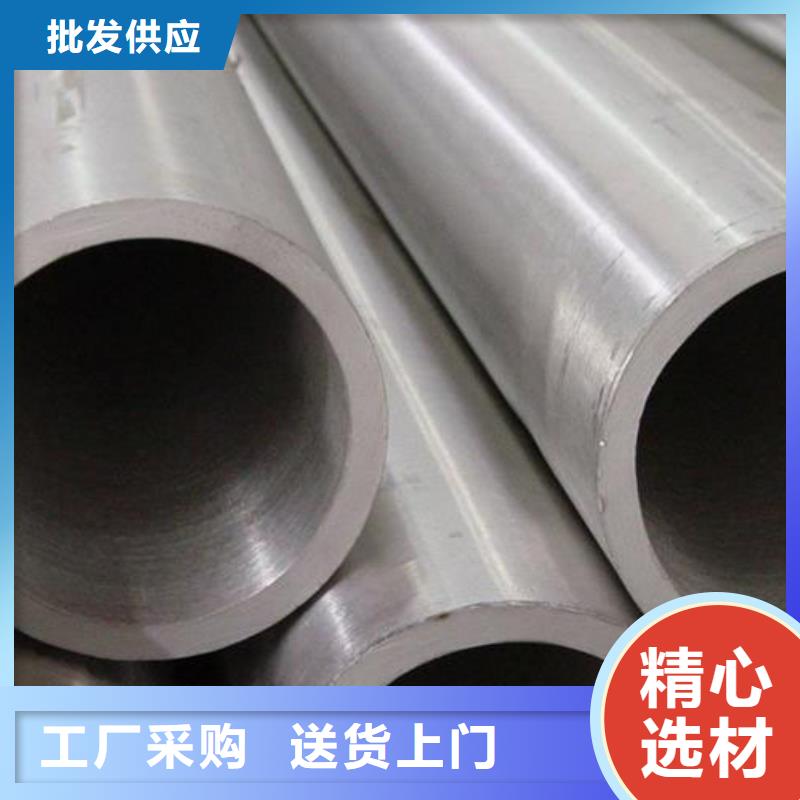
生产各类薄壁不锈钢水管,单卡压式管件,双卡压式管件,不锈钢水管,卡压式管件,不锈钢分水器,沟槽式不锈钢管件,承插焊接式管件,对焊式管件,配备生产/销售/物流/指导/安装/售后服务等配套服务部门。不锈钢沟槽管件连接的优点1、沟槽管件连接简单不锈钢沟槽管件的连接操作是非常简易的,无需特殊的技能,普通工人经过简单的培训即可操作。
这是因为产品已将大量的精细的部分以工厂化方式溶入到了产成品中。管件连接仅需几分钟时间,超大限度的简化了现场操作的难度,节省工时,从而也了工程质量,了工作效率。这也是安装发展的总体方向。而的焊接和法兰连接的管道连接方式,不但需要有相应技能的焊接工人,而且费时,工人的操作难度大,并存在焊接烟尘的污染。
由于操作空间和焊接技能的差异,焊接质量和外观都难以达到满意的结果,从而影响工程的整体质量。另外,由于沟槽管件为成品件,现场所需要的操作空间小,可真正的实现靠墙靠角安装,操作难度大为减小,从而节省了占地面积,美化了管道安装的效果。
生产各类薄壁不锈钢水管,单卡压式管件,双卡压式管件,不锈钢水管,卡压式管件,不锈钢分水器,沟槽式不锈钢管件,承插焊接式管件,对焊式管件,配备生产/销售/物流/指导/安装/售后服务等配套服务部门。不锈钢沟槽管件连接的优点1、沟槽管件连接简单不锈钢沟槽管件的连接操作是非常简易的,无需特殊的技能,普通工人经过简单的培训即可操作。
这是因为产品已将大量的精细的部分以工厂化方式溶入到了产成品中。管件连接仅需几分钟时间,超大限度的简化了现场操作的难度,节省工时,从而也了工程质量,了工作效率。这也是安装发展的总体方向。而的焊接和法兰连接的管道连接方式,不但需要有相应技能的焊接工人,而且费时,工人的操作难度大,并存在焊接烟尘的污染。
由于操作空间和焊接技能的差异,焊接质量和外观都难以达到满意的结果,从而影响工程的整体质量。另外,由于沟槽管件为成品件,现场所需要的操作空间小,可真正的实现靠墙靠角安装,操作难度大为减小,从而节省了占地面积,美化了管道安装的效果。



